![]()
![]()
|
|
泰興減速機2019年6月14日訊 本文以港機減速器裝配為研究對象,運用精益生產思想與方法,梳理過程中的產能需求、工序平衡、生產節拍、物料流轉等,形成包含清洗、熱套、冷卻、組裝等工序的方案。采取模擬驗證和實物驗證相結合的方式改進裝配流程,使用自動輸送設備、加熱設備、吊裝設備等,制定作業標準,建設成滿足生產節拍的裝配生產線。
隨著制造業市場競爭的加劇、勞動力成本上升,現有裝配方式仍屬于粗放式生產,自動化和標準化較低,裝配工序銜接不通暢,整個裝配過程存在較多搬運及等待時間的浪費,造成了生產效率較低、產品制造周期過長、成本損耗較大等情況,對占據減速器市場核心地位有著很大的制約。面對嚴峻的市場環境,通過精益改善,對減速器裝配環節進行梳理、優化,構建快速流動生產模式,系統提升公司生產效率、質量控制及成本管控水平。
梳理了歷史數據與圖紙后,不僅與主題相關的技術人員和管理人員,作業人員也參與進來,現場分析齒輪、齒軸、箱體等關鍵零件的尺寸需求,選取典型產品。通過模擬分析,模型驗證等手段,確保設計的工裝具有安全性、通用性、便捷性等特點,達到工裝的最優化設計,如圖1所示。

圖1 工裝試驗運行
現有加熱模式為大型加熱爐進行零件的批量加熱,我們進行了多次驗證,加熱完成一爐齒輪仍然需要2小時左右,大幅超出了方案設定的節拍時間,嚴重制約生產線的流動生產。對此,我們嘗試改變加熱模式,最終利用一款電磁加熱設備,運用電磁導電的原理,實現對單個零件的快速加熱來滿足工序節拍。后續經過多次齒輪加熱試驗,對加熱時間、加熱溫度、尺寸要求等進行了數據收集,使整套減速器齒輪的熱套工作均能滿足在要求節拍時間內完成,如表1所示。
表1電磁加熱數據

如果能使線體按節拍正常流轉,齒輪熱套必須在制定節拍內快速冷卻,對此我們用木板、大功率風扇自制風冷箱實物模擬,采用電風扇進行齒輪冷卻,并記錄驗證數據,如表2所示。雖然這種方式簡單、易于實現,但控制方式過于單一,不能自由設置上下限溫度,無法滿足不同環境下的齒輪冷卻的要求。
表2風冷驗證數據

根據冷卻數據分析,我們決定采用以單機操作冷卻設備,通過編寫程序不但能將傳感器感測到的溫度通過顯示器顯示出來,而且還能自由設置上下冷卻溫度值,保證每塊工裝板都能在風口位置,來滿足冷卻齒輪的溫度節拍要求,如圖2所示。

圖2風冷設備調試
由于產品的特殊性,螺旋錐齒輪的裝配是通過配車調整墊片的厚度完成接觸面的調整,對于線上工位調整加等待配車時間,是無法滿足節拍要求,如何進行提前快速的預調整是本次優化的方向。
在螺旋錐齒輪的產品質量達到預期后,如何便捷的預安裝就成為新的優化方向,為此工藝部門針對常用行走機構減速器進行了梳理,目前已制作了四種預調整工裝,后續還將不端的完善。通過工裝由在前道工位中進行預調,按照預調尺寸將調整墊片進行同步配車,在后道工位安裝時就可以直接使用,消除了配車墊片的等待時間。
推力軸承裝配時,軸向間隙的控制對保證裝配質量,軸承壽命至關重要。然而,現有的裝配技術無法很好的保證裝配間隙的準確,主要是依靠裝配人員的操作經驗進行控制。裝配人員安裝推力軸承時,依靠撬棒和打表來判斷軸向間隙是否處在圖紙所要求的范圍。不同的裝配人員裝配時,撬棒施加的力不同,所控制的間隙也會有所區別,無法對間隙進行準確量化,也就不能完全保證間隙符合圖紙的要求了,如圖3所示。
考慮到在實際生產過程種,需要的簡便性和可操作性,用壓力傳感器以及螺栓頂緊會一定程度的影響裝配效率。因此,經過收集分析多次實驗驗證的數據,我們采用了液壓頂緊裝置,可以通過設定數顯液壓泵在壓力達到固定值時,達到所需要的軸向壓力,繼而可以量化控制軸向間隙,如圖4所示。
圖3原間隙調整方式

圖4液壓數顯調整方式
裝配線每個工位都需要使用起吊設備,且物料較為小型化,但大型行車操作比較笨重、運行浮動大,造成動作的浪費。為消除浪費,提高效率,通過分析工位布局、物料大小,安裝了不同的智能懸臂吊和門式吊來代替傳統的重型雙軌行車。智能懸臂吊具有體積小,自重輕,操作簡單,最主要本身配備了手扶模式和懸浮模式等特性,有效提高裝配效率和質量,圖5所示。

圖5智能懸臂吊
制造生產線的設備還是按照熟悉生產線的勞動者的想法來開發為好。因此,重新梳理減速器裝配過程的工序與時間,利用紙板、木板等制作了1:1的齒輪、齒軸及箱體模型,進行動作與過程的模擬驗證,如圖6所示。對裝配過程211個工序進行了ECRS平衡,并且考慮物料轉運模式,完善了包含清洗、熱套、冷卻、組裝等整個過程的生產線布局方案,最終確定采用齒輪軸部裝滾筒線、箱體輸送平頂鏈線兩種自動線,如圖7所示。

圖6現場模擬

圖7線體設計
在流動生產作業中,一旦產生瓶頸工序,將使前道工序的產品無法向下流轉,后道工序無產品可做,就會造成生產的局部停滯,直接影響產能。因此為了盡可能地使各工序達到最接近均衡的狀態,需要采用如下步驟去分析和改善:(1)按順序記錄各生產工序內容;(2)測量各工序作業時間并記錄;(3)清點確定各工序人數并記錄;(4)根據工序時間畫出柱狀圖并標識;(5)編制工序平衡表與工序平衡圖,如圖8所示。
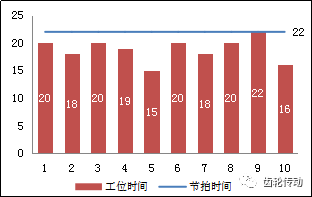
圖8工序平衡圖
確定操作內容與作業順序,對各作業要素進行測量,其中包括人工作業時間、走動時間、設備自動時間、等待時間等等,再根據作業順序將各時間相連,以便于觀察在作業循環時間內的作業內容及順序是否合理并制作了標準作業組合表,再編制標準操作規程,使用照片等工具使之一目了然,如圖9所示。

圖9操作規程
總結對裝配過程進行持續的改善優化,把整個生產線的工序進行平衡,固化形成10個工位。通過應用多種工裝、高頻感應加熱器、零度冷風機、懸浮平衡吊、部裝滾筒線、輸送平頂鏈線等設備,優化操作流程,平衡生產工序,確保生產線的節拍,有效減少在制品。產品流動生產,將復雜工序分解到單工序,明顯縮短首套制造周期,同時降低過程中的品質風險。